
如果没有使用生产/委外管理,只使用进销存、应收付,可以直接跳到第17章。
如果有使用生产/委外管理,可以最后再看工艺系统。工艺系统相对独立,在章节的安排上,放在生产管理后面,是因为先有工单,后面才是工艺管,如图15-1。
本书前面“第3章 编写ERP模拟剧本”包含了的生产领料/生产入库,一头一尾,并未包含生产过程,本章工艺管理正是为了管控生产过程,让管理的粒度更细,通过“生产进度看板”可以一目了然地掌控生产进度。
值得注意的是:每个企业的生产工艺都不相同,有的工艺流程短,有的工艺流程长,对应到币加德ERP来说,每一道工序开始时需要“工艺派工”,完成时需要“工艺报工”,每增加一道工序,“工艺派工”/“工艺报工”就会多循环一次,直至生产完成。
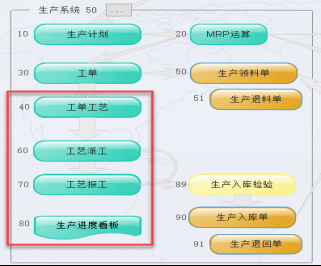
图15-1 工艺管理导航
提醒:工序间流转可打印条码流转标签,再配合PDA扫码报工,会更加方便!
15.1 流程模拟
本章的流程模拟接续剧本中的工单部分。
(1)审核产品工艺。打开【产品工艺】,分别选中货品A和货品C的工艺,点【审核】,如图15-2。
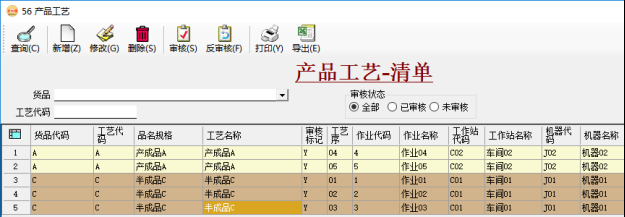
图15-2 审核产品工艺
(2)维护工单工艺。打开【工单工艺】,选择工单单号,自动带出货品,当选工艺时,系统提示如图15-3。
图15-3 选工艺提示载入产品工艺
点【是】,载入产品工艺后,再点【保存】,如图15-4。
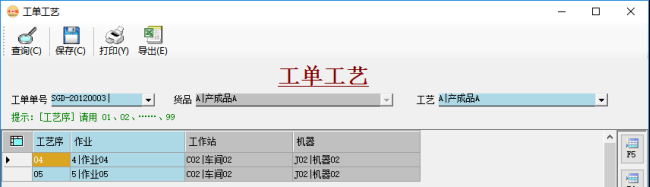
图15-4 产品工艺
(3)工艺派工。打开【工艺派工】,点【新增】,选择工单单号、工艺序、班次,录入开工时间、登记量后,点【保存】,如图15-5。回到流水簿界面,【审核】单据。
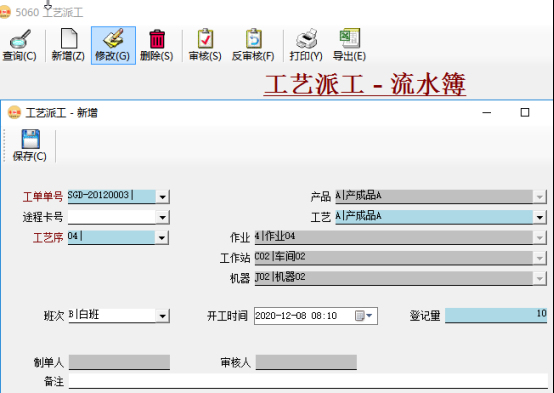
图15-5 工艺派工
(4)工艺报工。打开【工艺报工】,点【新增】,选择工单单号(此时可以点【查看生产进度】,左边会显示工单工艺,以及每道工艺是否登记及完成)、工艺序、班次,录入开工时间、完工时间、合格数后,点【保存】,如图15-6。回到流水簿界面,【审核】单据。
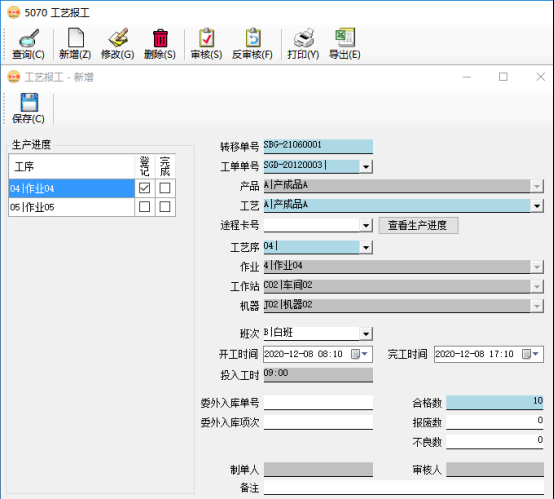
图15-6 工艺报工
(5)生产进度看板。什么工单?生产什么产品?数量多少?有哪几道工序?每道工序的报工数多少?(合格数|不良数|报废数)如果在工单录入时备注了哪个客户的哪张订单,也会一并显示出来(显示在“备注”栏位),如图15-7。此报表一般放在生产车间,并显示在大电视屏幕上,并可以设置每隔一段时间自动刷新一次。(最多显示的工序数由子系统参数确定,而且不管实际的作业名称是什么,这里都统一显示为“工序XX”,因为不同产品第N道工序的作业名称可能不同,无法统一。如果统一了,中间会跳工序,跟踪起来费劲,不知是某道工序漏做了,还是该产品本来就无此道工序。)

图15-7 生产进度看板
提醒:每张工单的每一道工序,只可进行一次工艺派工/报工!如果实际生产中需要多次工艺派工/报工,可以开立多张工单,以保证业务规范,跟踪起来才会轻松有条理!
15.2 系统参数
由于不同企业的最多工序数并不相同,系统通过参数来指定,以便“生产进度看板”据此确定跟踪的工序数,如图15-8。

图15-8 子系统参数-工艺
15.3 功能详解
15.3.1 基础资料
15.3.1.1 车间(工作站),可以是实际的厂房,如果车间很大,在管理上想把它分为几块,其中每个部分就是一个工作站,如图15-9。(可通过基础数据接口导入)
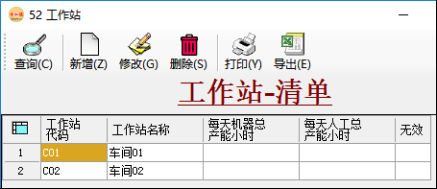
图15-9 工作站
15.3.1.2 机器,每个车间(工作站)有哪些机器,维护进系统,如图15-10。(可通过基础数据接口导入)
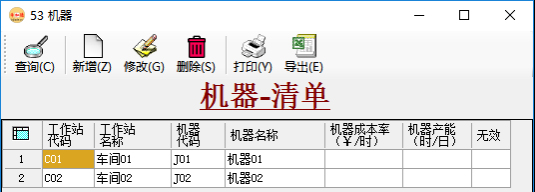
图15-10 机器
15.3.1.3 作业,指每个车间(工作站)可以进行哪些工序作业的加工,如图15-11。(可通过基础数据接口导入)

图15-11 作业
15.3.1.4 班次,生产部员工的分组,如图15-12。如果两班制:白班、晚班。如果三班制:早班、中班、晚班。(可通过基础数据接口导入)
图15-12 班次
15.3.1.5 产品工艺。(可通过基础数据接口导入)
系统支持一个产品多个工艺,在生产时选择其中某种工艺,参见流程模拟部分。
15.3.2 工单工艺
指定某张工单安装什么样的工艺进行生产,如果在录入工单时,指定了工艺(参见前图14-1),则无需再行维护,如果未指定,则在此模块进行维护,参见流程模拟部分。
15.3.3 工艺派工
每道工序开工生产前,通过此作业登记。参见流程模拟部分。
15.3.4 工艺报工
每道工序生产完成后,通过此作业登记。参见流程模拟部分。
15.3.5 生产进度看板
此报表跟踪生产工序进度,是整个工艺管理的核心报表。参见流程模拟部分。

